Impact of revision of the TA-Luft on the valve industry
The revised TA-Luft refers to ISO 15848-1 to protect the general public and the neighborhood. And to prevent harmful effects on the environment caused by air pollution. All that in order to achieve a high level of protection for the environment as a whole.
In my blog post, I would like to explain what impact this change will have on the valve industry.
I can still remember very well when many years ago the TA-Luft 1986 edition was replaced by the 2002 edition and the VDI 2440 was added as a test specification.
Our qualified TA-Luft sealing systems could not meet the requirements of VDI 2440 and new sealing systems had to be developed.
The big challenge at that time was that the leakage rate had to be determined even at an elevated temperature and up to the nominal pressure.
No TA-Luft rulebook for the test process
Unfortunately, VDI 2440 does not contain a concrete test process. That leaves a lot of room for interpretation for different test processes. Yet, our TA-Luft valves are already tested and approved with full temperature cycles at that time. Cause the critical point – at least for PTFE seals – is directly after cooling.
TA-Luft results are not comparable
Thus, some manufacturers have only done the tests at room temperature and elevated temperature without cooling back down to room temperature. An examination of such a valve on our in-house test station showed that this valve did indeed have a gross leak after cooling. And that despite being confirmed according to TA-Luft.
Due to the soft requirements of VDI 2440 and the thus different prevailing test processes, the TA-Luft valves are not comparable with each other. And it is always advisable to look at the test report for the corresponding certificate.
ISO standard 15848-1 should remedy the situation
In 2006, ISO 15848-1 was published. When I saw this standard for the first time, I was immediately hooked. At last the test process and test conditions were precisely regulated and every manufacturer had to test his valve in the same way. Thus, the valves were suddenly comparable with each other.
In 2011, we were proud to have the first valves approved by TÜV SÜD in accordance with ISO 15848-1. And in some cases even in the highest tightness class A and the highest endurance class CO3.
The importance of this ISO standard has steadily increased worldwide. And is now an established set of regulations when it comes to fugitive emissions.
I would now like to briefly discuss the TA-Luft and the essential differences between the two standards “VDI 2440” and “ISO 15848-1”.
What is TA-Luft?
TA-Luft*1 is the usual abbreviation for the First General Administrative Regulation on the Federal Emission Control Act*2 from 24 July 2002.
Everyone in the valve industry knows the term TA-Luft in connection with particularly tight and high-quality valves.
This regulation is 239 pages long and serves to protect the general public and the neighborhood. And to prevent harmful effects on the environment caused by air pollution. All that in order to achieve a high level of protection for the environment as a whole.
Only a small chapter describes the requirements for the spindle sealing of valves.
Requirements for the spindle sealing of valves
Shut-off devices
Spindle feedthroughs of valves and gate valves have to be sealed by bellows and downstream safety stuffing box or equivalent means when handling liquid organic substances containing …..
Shut-off devices
’02 edition
For the sealing of spindle feedthroughs of shut-off or control devices, such as valves or gate valves,
1. high-quality sealed metallic bellows with downstream safety stuffing box or
2. equivalent sealing systems
… have to be used.
Sealing systems are to be regarded as equivalent if the temperature-specific leakage rates are complied with in the verification procedure in accordance with the VDI 2440 standard (November 2000 edition).
Revision of the TA-Luft
The first TA-Luft was published in the 1964 edition, at that time as a trade regulation.
It was then mandated under the Federal Immission Control Act (BImSchG) with the 1974, 1986 and 2002 editions.
The TA-Luft is currently being revised again. And a cabinet draft from December 2020 is now available for the parliamentary procedure.
The publication of the new administrative regulation is planned for the beginning of 2021 and only the Bundesrat still has to approve it.
When I heard that the new TA-Luft will refer to ISO 15848-1, I was thrilled. Especially because we have already approved many valves in accordance with ISO 15848-1.
Markus Häffner Director (Design & Development)
Planned changes for valves and impact on valve industry
Extract of the new administrative regulation
According to the cabinet draft of December 16, 2020, the chapter for shut-off or control devices looks as follows:
Shut-off or control devices
from draft bill 12/16/2020
From [xx/xx/xxxx] onwards, shut-off or control devices, such as valves, gate valves or ball valves, shall be used which comply with the leakage rate LB (≤ 10-4 mg/s∙m) related to the stem circumference at pressures up to ≤ 40 bar and design temperatures ≤ 200 °C and the leakage rate LC (≤ 10-2 mg/s∙m) related to the stem circumference at pressures up to ≤ 40 bar and design temperatures > 200 °C for the test medium helium or other suitable test media, for example methane. For pressures > 40 bar and design temperatures ≤ 200 °C, the leakage rate LC (≤ 10-2 mg/s∙m) related to the stem circumference has to be met and should be achieved at > 200 °C.
Seals of spindle feedthroughs designed as high-quality sealed metallic bellows with downstream safety stuffing box meet the requirements of the leakage rate LB without separate verification.
Otherwise, DIN EN ISO 15848-1 (November 2015 edition) or other proven equivalent test or measurement methods, such as the helium leakage test or the purge gas method, shall be used to verify the specific leakage rate of the sealing system and for testing as well as its evaluation and qualification.
The requirements for testing and maintenance of the sealing systems must be specified in the management instructions to ensure a permanent seal tightness.
Existing shut-off or control devices for ….
Summary of the new administrative regulation
1) Bellows valves
Valves with bellows and safety stuffing box automatically comply with TA-Luft.
2) Qualification of the valves
The qualification is no longer carried out according to VDI 2440, but according to ISO 15848-1.
This means that the test process is exactly specified and the tested valves can be directly compared with each other.
3) Classification according to ISO 15848-1
3.1) Tightness class
ISO 15848-1 distinguishes between 3 tightness classes (A, B, or C), but it does not specify which class must be achieved. The tightness class is determined by testing the valve.
The new TA-Luft therefore sets the following specifications, depending on the pressure and the temperature:
| p <= 40 bar | p > 40 bar | |
|---|---|---|
| T <= 200 °C | LB (BH) | LC (CH) |
| T > 200 °C | LC (CH) | LC (CH) (as the target) |
Note: The leakage rate according to TA-Luft is specified in LB or. LC and is identical with the leakage classes BH and CH of ISO 15848-1.
3.2) Endurance class
No statement is made about the required endurance class (CO1, CO2, or CO3). This must be discussed with the customer, bearing in mind that a higher endurance class will most likely mean a higher cost of the valve.
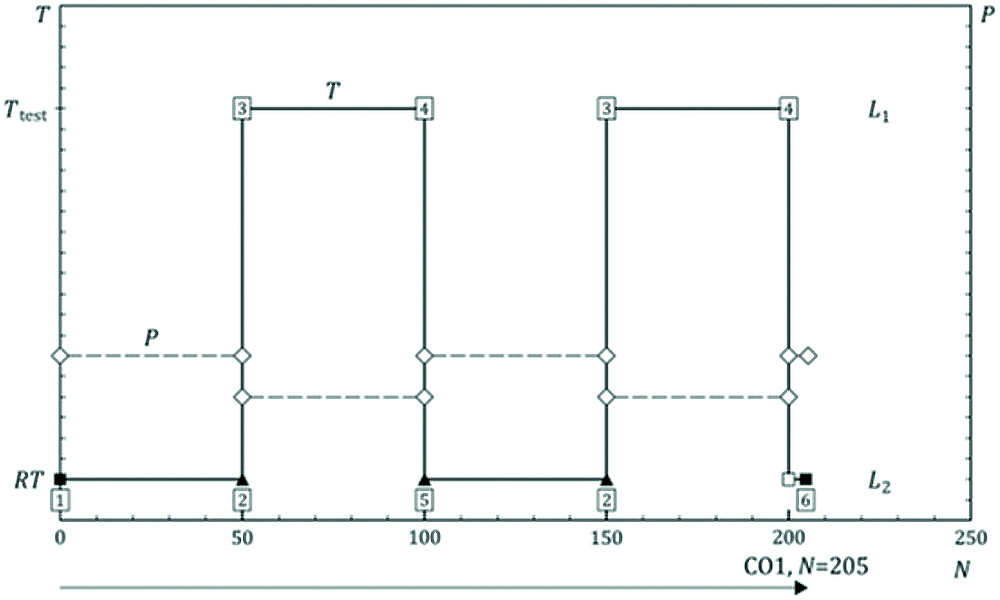
Test process for shut-off valves of endurance class CO1
Ttest test temperature, °C
L1 measurement of leakage of stem seal
L2 measurement of leakage of body seal
N number of mechanical cycles
P test fluid pressure
3.3) Temperature class
No statement is made about the temperature class. This must be discussed with the customer.
Which edition of the TA-Luft is now the stricter one?
At first glance, the new TA-Luft allows significantly higher leakage rates, which are about a power of ten higher. This is somewhat put into perspective when one considers that in ISO 15848-1 the specific leakage rate is related to the stem diameter (according to table C.2 of ISO 15848-1) and in VDI 2440 it is related to the mean seal circumference.
The circumference is larger than the diameter by a factor of 3.14 (pi) and the seal also has a larger diameter than the stem.
The following table will illustrate the direct comparison for a chosen shut-off valve:
Stem/spindle diameter: 12mm (basis for ISO 15848-1)
Medium seal circumference: 50mm (basis for VDI 2440)
| Permissible leakage rates in mbar x l /s | |||
|---|---|---|---|
| Temperature range | TA-Luft 2021 / ISO 15848-1 <= 40bar | TA-Luft 2021 / ISO 15848-1 > 40bar | TA-Luft 2002 / VDI 2440 |
| <= 200°C / 250°C | 2,14 x10-5 | 2,14x10-3 | 5,00x10-6 |
| > 200°C / 250°C | 2,14 x10-3 | 2,14x10-3 as the target | 5,00x10-4 |
If only the permissible leakage rates are considered, then the old TA-Luft in conjunction with the VDI 2440 is the stricter standard. That is particularly pronounced for pressures above 40bar and temperatures <200°C. But, it should not be forgotten that ISO 15848-1 also requires the housing seals to be tested and at least 2 temperature cycles to be run.
Whether the new TA-Luft is now stricter or simpler cannot be answered in a general way. It depends on how the test of the old TA-Luft / VDI 2440 was carried out or how many mechanical and thermal cycles were run.
Wrapping up
Many system operators are urgently looking for valves which are approved according to the new TA Luft.
I am very happy that we already certified our products according to ISO 15848-1 10 years ago. And that the valves therefore already fulfill the new TA-Luft. Whereby the permissible leakage rate for Class A valves at that time was even a power of ten higher. And the strength class CO1 required 500 mechanical cycles instead of 205 cycles.
We are proud to present our recently approved E-program series valves. With a temperature range from -50°C up to +400°C and a nominal pressure of 250bar we can cover a very wide range. The tests were carried out on our in-house test station and were monitored and approved by TÜV Süd.
It is to be expected that there will be long waiting times at the test facilities / laboratories in the near future. Many manufacturers will now have to change over to the new test specification.
*1 Technische Anleitung zur Reinhaltung der Luft
*2 Technical Instructions on Air Quality Control
Image Source: © AS-Schneider